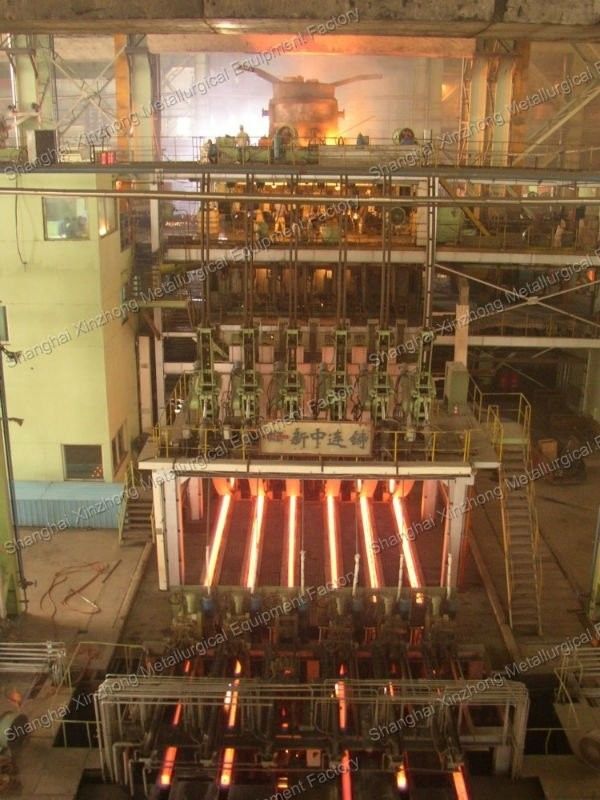
Mètres de coulée continue de la consommation basse d'énergie d'AISI ASTM 5 - 12 de la billette CCM de machine
1.1-5 support de machine de coulée continue de R3-12M (CCM) 2.billet : 90*90~200*200MM 3. Services techniques de haute qualité et bons
Caractéristique
machine de coulée continue du mètre 1.R5-12 caractérisée avec le haut effiency, la consommation basse d'énergie et la compétitivité plus élevée.
taille 2.billet : 90*90~200*200mm
qualité 3.steel : acier de carbone et allié, acier inoxydable etc.
machine de coulée continue de 5.1-5 brins
Spécifications
Composantes principales
1. Tourelle de poche de 50,75 ou 100 tonnes
2. Voiture de récipient de distribution
3. Récipient de distribution
4. Crystalliseur
5. Zone de refroidissement secondaire
6. Table de vibration
7. Tuyauterie pour le circuit de refroidissement
8. Redresseur pneumatique
9. Circuit hydraulique
10. Barre factice stockant le dispositif
11. Dispositif en ligne de cuisson de récipient de distribution
12. Galet presseur de billette de queue
13. Table de transfert
14. Découpeuse de flamme
15. Cisaillement hydraulique
16. Lit de rouleau et de refroidissement de la livraison de billette
17. Dispositif mobile de billette
18. Inclinaison de la vitesse
Chaîne de production de coulée continue de R8m R8m
Caractéristiques de processus de technologie
1. La taille de billette qui peut être moulée : grande billette carrée et billette de rectangle de 150*150mm2, de 150*320mm2, de 250*250mm2 etc.
2. Qualité en acier à mouler : l'acier de haute qualité de silicium, allient l'acier de construction, l'acier à outils de carbone, l'acier de ressort, découvrant l'acier, etc.
3. Modèle de machine : 3-strand sont entièrement roulette de billette
4. Rayon de machine de bâti : 8 mètres
5. Vitesse moyenne de bâti : 2.2-2.8m/min
6. Conçu bâti spped : 1.2-3.5m/min
7. Production annuelle : 600.000 tonnes
8. Pourcentage de débordement : ≤0.5%
9. Chauffe pour la coulée continue : ≥8 chauffe
10. Qualité du produit : jusqu'à l'entreprise standard et jusqu'à la norme de qualité de pays
Chaîne de production de coulée continue de R6m R6m
1. La taille de billette qui peut être moulée : 120*120mm2,150*150mm2,160*160mm2
2. Qualité en acier à mouler : Q235,20MnSi, acier faiblement allié
3. Modèle de machine : le brin 4 sont entièrement type roulette carrée de billette
4. Rayon de machine de bâti : 6 mètres
5. Vitesse moyenne 2.7m/min de bâti
6. Vitesse maximum de bâti : 3.6m/min
7. Production annuelle : 600.000 tonnes
8. Pourcentage de débordement : ≤0.5%
9. Qualité du produit : jusqu'à l'entreprise standard et jusqu'à la norme de qualité de pays
Préparation pour CCM la production : Vérifiez si le système d'électricités, si le circuit d'alimentation et le système d'huile/approvisionnement en gaz peut fonctionner normalement. Assurez-vous que les poches et les récipients de distribution sont préchauffés avant d'accepter l'acier fondu et que le support de machine de bâti prêt pour la production.
Technologie de bâti : Tirez la barre factice dans le crystalliseur de la position de stockage de barre factice, allumez le système de refroidissement par l'eau, levez la poche sur l'appui de poche pour recevoir l'acier fondu, et puis transférez la poche dans la bonne position au-dessus de la voiture de récipient de distribution. L'acier fondu entre dans le crystalliseur par l'intermédiaire de l'aide du récipient de distribution. Avec le refroidissement très efficace, les billettes en acier avec la coquille formée se déplacent hors du crystalliseur. La vitesse de bâti peut être commandée dans 0-4m/min selon différentes caractéristiques de billette. Par le système de refroidissement de rinicage secondaire, les billettes sont complètement solidifiées et redressées.
Les billettes en acier doivent être coupées à la longueur d'ensemble selon les conditions exigées par le four de chauffage, l'installation de laminoir et le produit fini. Les billettes sont coupées à la longueur conçue par des dispositifs tels que la découpeuse de flamme, le cisaillement hydraulique synchrone, etc. Elle est alors transportée à la table de rouleau de la livraison de billette par l'intermédiaire de la table de rouleau après coupure, puis transférée au lit de refroidissement de billette en inclinant la vitesse ou le dispositif de levage, levée à la billette désignée stockant l'endroit après refroidissement, ou transférée au four de chauffage pour le roulement chaud de charge par l'intermédiaire du rouleau de remplissage chaud.

 Votre message doit contenir entre 20 et 3 000 caractères!
Votre message doit contenir entre 20 et 3 000 caractères!